2-5 ais Rialaitheoir Deil Córas Cainéal Dual
Paraiméadair Táirge
Iarratas: Ionad Deil agus Casadh, Meaisín Leadránach CNC, meaisín oibre adhmaid CNC, innealra Muilleoireachta CNC, innealra druileála CNC, agus go háirithe trealamh uathoibríoch
Ais: 1-10ais
Tuarascáil Tástála Innealra: Ar choinníoll.
Feidhm: Tacaíocht ATC, feidhm Macra, agus taispeáint PLC
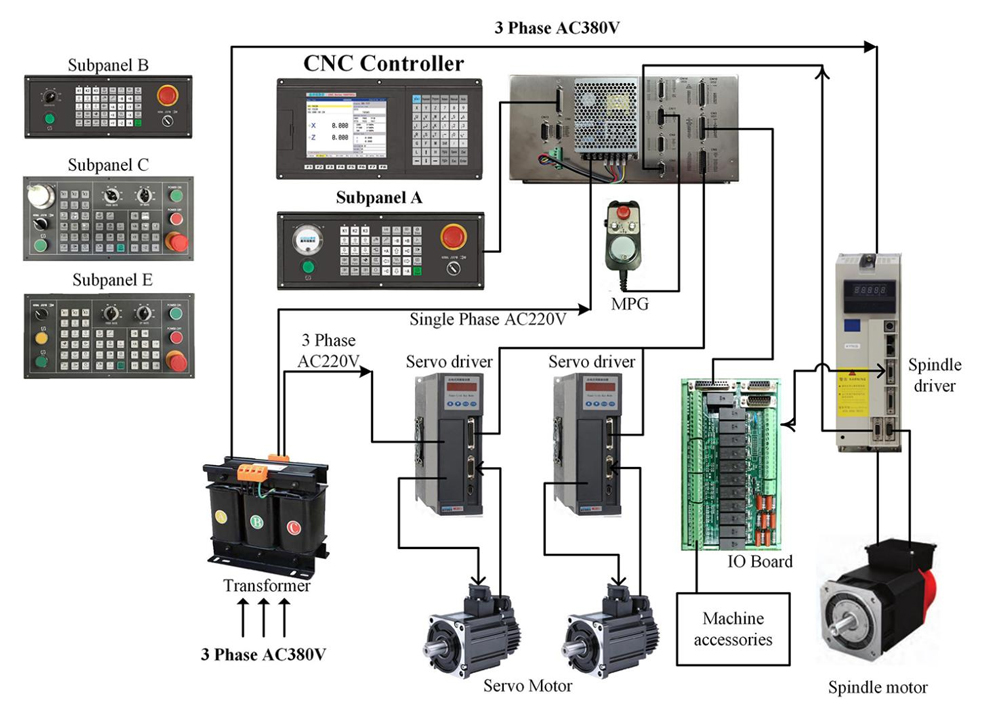
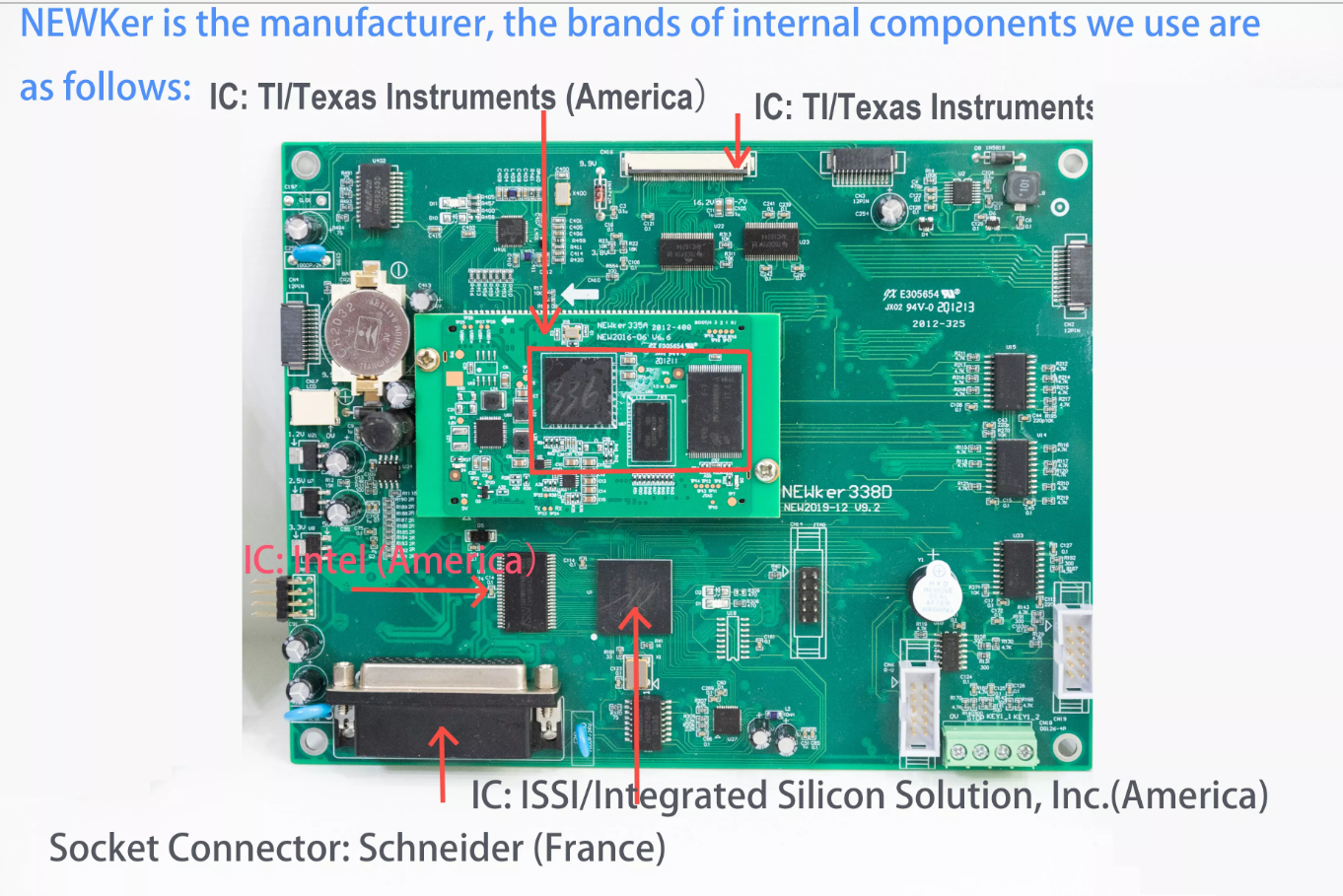
Comhpháirteanna lárnacha: PLC, CNC, clár Macra, rialtóir CNC.
LAP: ARM(32 giotán)+DSP+FPGA.
Port: 56ionchur 32aschur
Meáchan: 8KG
Seomra Stórais Úsáideora: 128Mb
Comhéadan: USB + RS232 Port Cumarsáide.
Cumas Soláthair:10000 Set/Socr in aghaidh na Míosa.
Barántas: 2 Bliain
Sonraí paraiméadar (léiríonn an cód G)
1. Aimsigh go tapa: G00
2. Idirshuíomh líne dhíreach: G01
3. Idirshuíomh stua: G02/03
4. Timthriall sorcóir gearrtha nó cón: G90
5. Timthriall aghaidh deireadh gearrtha: G94
6. timthriall snáithe gearrtha: G92
7. Timthriall seasta cnagadh: G93
8. Timthriall gearrtha garbh i eischiorcal: G71
9. Timthriall gearrtha garbh ar aghaidh deiridh: G72
10. Timthriall gearrtha dúnta: G73
11. Timthriall poll domhain druileála ag aghaidh deiridh: G74
12. Timthriall an groove gearrtha le trastomhas seachtrach: G75
13. Timthriall snáithe cumaisc gearrtha: G76
14. Timthriall an chláir: G22,G800
15. Córas comhordaithe áitiúil: G52
16. Braith an treoir scipe: G31,G311
17. Comhordanáidí cuaille: G15, G16
18. Clár méadrach/Imperial: G20,G21
19. Socraigh comhordanáid, fritháireamh: G184,G185
20. Córas comhordaithe workpiece: G54~G59
21. Ga uirlis C: G40, G41, G42
22. Próiseas cruinn aimsithe/cosáin leanúnach: G60/G64
23. Modh beathaithe: G98, G99
24. Tacaíocht do phointe tosaigh an chláir: G26
25. Tacaíocht don phointe seasta: G25, G61, G60
26. Tacaíocht don phointe datum: G28
27. Fionraí: G04
28. Macra Clár: G65, G66, G67
29. Feidhm chúnta: S, M, T
Moladh do Chustaiméirí

Cás Custaiméara